0574-22176077 
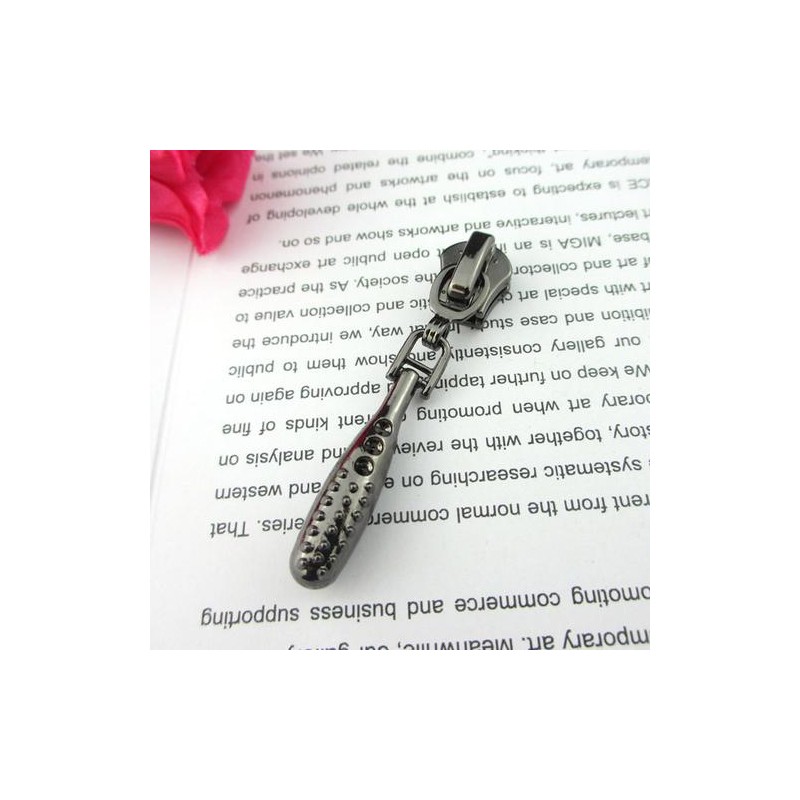
锡 镍 枪 色
一、工艺特性
1、镀液稳定,所产生之色泽也稳定
2、不需要任何保护层,因为锡镍镀层具有很好的耐磨损能力及防止表面氧化效果
3、可用于滚镀工艺
二、镀液成份及操作条件
最佳
锡盐 8--15 g/L 10 g/L
镍水 160--240 mL/L 200 mL/L
导电盐 150--280 g/L 250 g/L
添加剂 15--25 mL/L 20 mL/L
阴极电流密度 0.5--2.0 A/dm2 1.0 A/dm2
镀液温度 45--55°C 50°C
电镀时间 1--5m 2m
PH值 7.0--8.5 8.0
阳极 炭板
镀液搅拌 阴极移动
镀液过滤 连续过滤
锡镍合金电镀
三、设备
镀 槽 PVC
加热器 石英加热器
阳 极 石墨板
搅 拌 阴极移动,最少1.5~2.5m/min
四、 镀液控制
1. 100AH材料的消耗如下:
锡盐 120g/l
镍水 550ml/l
导电盐 100g/l
#添加剂 25ml/l
在生产情况下,大部分损耗是带出水损耗,在没有固定生产量时可按上面数字参考补充。
二)控制PH
定期用PH计检查PH值。用氢氧化钾和聚磷酸来调节PH值。在生产过程中,PH值会下降。
锡镍合金电镀
三)溶液失调现象
镀液标准浓度 浓度低 过量
锡盐 黑色程度增加 黑色程度减弱
高电位灰 覆盖能力降低
镍水 黑色程度减弱 黑色程度增加
覆盖能力降低 附着能力差
高电位灰
导电盐 黑色变白 黑色程度增加
覆盖能力降低 低电位色泽不均匀
高电位灰
#添加剂 黑色程度减弱 覆盖能力降低
高电位灰
pH值 高电位灰
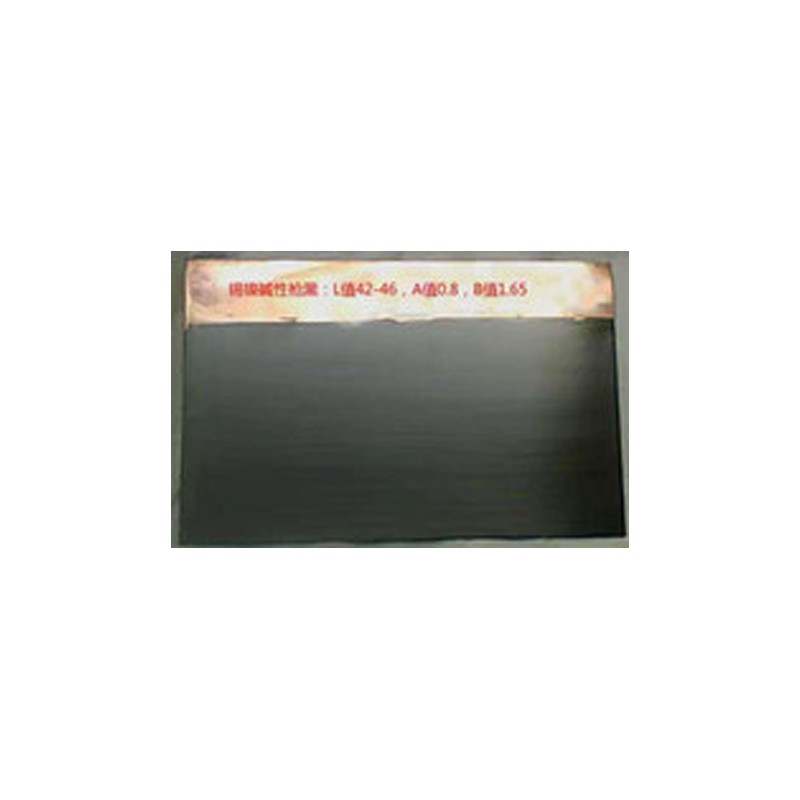
五、 镀层结构
标准镀层合金成份:
锡 65%
镍 40%
六.电镀流程
镀镍→回收→水洗→水洗→锡镍电镀→回收→水洗→后处理→回收→水洗→水洗→烘干
Copyright © 2002-2020 余姚市凯美克金属有限公司 版权所有 备案号:浙ICP备20020024号-1 技术支持:华企立方
0574-22176077