0574-22176077 
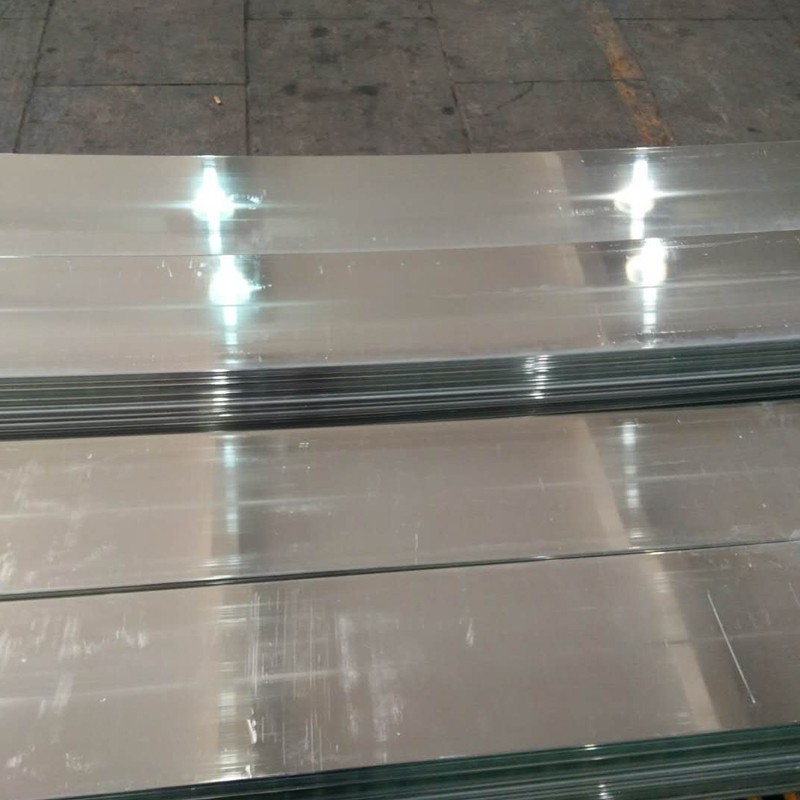
环保酸性光亮镀锡
(挂镀和滚镀)
酸性光亮镀锡工艺是一种含有两种液体锡光亮剂的酸性光亮硫酸锡电镀液。工艺用最低的成本,在挂镀和滚镀中都可生成光亮银白色延展性好的镀层。其电解液稳定性高,在闲置不用时不会发生任何改变,保存也非常简单。载体开缸剂和光亮剂都可作为初试成分和补充品。
一、特点 :
l 与其他酸性镀锡工艺相比有广阔的电镀范围
l 低光亮剂成分
l 操作经济,光亮剂消耗低
l 镀液稳定性高
l 良好的延展性和可焊性
l 在印刷电路板制造中是锡/铅抗腐蚀剂的很好替代品
二、操作条件 :
集合 范围
硫酸锡 25 - 45 g/L
硫酸(纯级) 90 - 120 ml/L
716Kmk-A光亮剂 1 - 3ml/L(开缸时可不加)
103Kmk-B载体开缸剂 20 - 30 ml/L
温度 20 - 30 °C
阴极电流密度
挂镀 0.5 - 3.5 A/dm2 2.0 A/dm2
滚镀 0.5 - 3.5 A/dm2 1.0 A/dm2
阳极电流密度 1.0 - 2.0 A/dm2 1.0 A/dm2
过滤 推荐
搅拌 阳极棒搅拌
阳极 99.99% 纯锡
三、镀液的配制 :
配制镀锡镀液前,需使用新的镀槽或从未呈放过别的镀槽,镀槽用3%的硫酸和1.0 ml/L的103Kmk-B载体开缸剂浸泡24小时。然后将浸泡液倒出,用清水将镀槽洗净。镀液按以下步骤配制:
1. 在洁净的,已浸泡过内壁的镀槽中加入工作面一半的蒸馏水或已去除离子的水。
2. 小心加入10% 浓度C.P.级的 H2SO4 ,并不断搅拌。
3. 加入所需的硫酸锡,最好是半流质状。在加入镀槽钱,将硫酸锡用蒸馏水调至半流质状。向镀槽内加入半流质状的硫酸锡,不断搅拌,帮助溶解。
4. 加入去离子水来稀释溶液,使镀液达到最后体积的90%。
5. 将镀液冷却至室温
6. 加入所需的103Kmk-B载体开缸剂,不断搅拌;再加入716Kmk-A光亮剂,不断搅拌。
7. 加入去离子水使镀液达到最后的体积,开始电镀。
锡的成分 :
镀液中锡的含量必须在12-16 g/l左右,这可以使镀层在低电流密度区和好的分散能力下依然光亮。因此在挂镀和滚镀中,底电流密度光亮很重要,推荐保持低锡含量。如果镀液需要在高电流密度在操作,锡含量应在20 g/l以上,以此增加电流密度的限定值,提高阴极电离率。
温度 :
为达到效果镀液温度许须保持在20 - 35°C 之间。为达到更好的性能,溶液温度必须保持在20 - 30°C. 温度超过35°C时,在低电流区会影响光亮度,需要加入额外的光亮剂。因此必须保持好温度,可以使用特氟隆或铅制的冷却线圈。
阳极 :
阳极必须用至少纯度为99.99%的锡。阳极钩必须用钛制成,阳极必须套上用聚丙烯或涤纶制的阳极罩。
加热和冷却 :
镀液的温度保持在推荐范围内才能得到最佳电镀效果。使用特氟隆或铅制的线圈来冷却,有塑料涂层的钢管也可以使用。
电源 :
使用有6伏电压和剩余纹波为5%的整流器。
过滤 :
在挂镀设备中尤其推荐进行过滤。由聚丙烯制成的10微米的滤筒过滤器适用于光亮镀锡溶液。不能使用使用纤维或滤纸作为过滤介质。
四、操作过程:
光亮镀锡液适用于镀铜,铜合金和铁。根据母体金属不同,不同的操作过程如下:
铜,无锌铜合金,铁.
1 用碱性溶液浸泡和电解清洁金属
2 冷水清洗
3 冷水清洗
4 浸泡在5-10%的硫酸中
5 冷水清洗
6 在酸性光亮镀锡液中镀锡
黄铜 :
黄铜部件在进行镀锡前必须涂上一层2.5 - 3.0 微米厚的铜或镍。这层涂层可以防止锌进入镀锡层。锌会导致镀锡的可焊性下降和颜色的改变。一旦这层涂层完成,其镀锡过程与铜、铁的镀锡过程相同。
在镀锡完成后,部件应用水冲洗,在某些情况下要进行特殊冲洗来保证光亮银白色镀层的可焊性。最终部件用冷水和热水冲洗,然后将部件完全擦干,尤其是凹陷部分。
五、溶液控制和维护 :
溶液必须定期分析检测,锡金属的含量和硫酸的浓度按以下范围调整和保持
范围 最佳值
锡金属
挂镀 15.0 - 30.0 g/L 20 .0 g/l
滚镀 10.0 - 18.0 g/L 15.0 g/l
硫酸
挂镀 70.0 - 100.0 ml/L 90.0 ml/L
滚镀 80.0 - 120.0 ml/L 100.0 ml/L
为获得一贯的效果,716Kmk-A光亮剂和103Kmk -B载体开缸剂浓度必须保持在最佳值以下,需要以安时为单位按时加入补充剂。一般来说103Kmk-B载体开缸剂以带出液的损耗为基础来补充,根据电镀装置不同而不同。为防止716Kmk-A光亮剂超量,可加入2.0 - 4.0 cc/L. 103Kmk -B载体开缸剂来修正。716Kmk-A光亮剂在电镀过程中有损耗,损耗和补充的情况如下:
716Kmk-A光亮剂:100 - 150 cc/千安培-小时
103Kmk-B载体开缸剂:200 - 300 cc/千安培-小时
与挂镀相比,滚镀需要的103Kmk-B载体开缸剂较少。为获得一贯的效果,103Kmk-B载体开缸剂和716Kmk-A光亮剂和浓度必须保持在最佳值以下。最佳的测试方法是取正在电镀的电镀液,放入一个一升的塑料容器中,在容器壁上置入两个小阳极,在电流密度为1.0 - 2.0 Amp/dm2下电镀一个弯的金属板(最好是钢板)5-10分钟,观察结果来确定是否需要在镀液中加入103Kmk-B载体开缸剂和716Kmk-A光亮剂。必须小心避免带出的氯化物进入锡电解液,因为超过400 mgm/L会严重影响低电流密度下的光亮度。
因此在镀锡前不能使用盐酸浸泡。另外超过400 mgm/L的铜的杂质在电流密度范围内都会降低光亮度。铜的杂志可以在0.2 - 0.3 amp/dm2的阴极电流密度下通过电解来去除。在使用过程中,镀液很容易收到有机杂质的污染,这可以通过装有活性炭的滤器过滤来清除。我们不推荐在镀液中直接加入活性炭,因为很难用通常的过滤来清除碳。在长时间的使用和空闲期,锡离子会氧化,形成胶状物的锡离子很难通过过滤来清除。清除胶状沉淀,我们推荐使用镀锡处理剂SN,一种浓度为1-2 cc/L的凝结剂,可以在不影响电解液的情况下,快速彻底地清除沉淀。
六、硫酸锡的分析:
所需设备 :
2 ml 吸管
5 ml 吸管
10 ml吸管
50 ml 量管
100 ml 量筒
250 ml 锥形烧瓶
所需试剂 :
0.1 N 碘化钾溶液: 将3.57克碘化钾用去离子水或蒸馏水溶解,并稀释到一L
淀粉指示剂溶液: 淀粉指示剂:可溶性淀粉1g,溶解于沸腾水中至100ml。再沸腾一分钟。
A-1.稀盐酸(6N):浓盐酸和水比例1:1
步骤:
1 取5 ml镀锡液,放入100 ml的锥形烧瓶中
2 加稀盐酸(6N)20ml
3 加入5 ml淀粉指示剂溶液,滴定0.1 N 碘化钾在紫色端点
计算 :
(滴定的碘化钾 ml ) x 碘化钾当量浓度 x 2.15 = 硫酸锡的含量gms / L
补充 :
为达到均匀,所有光亮镀层的标准外观,硫酸锡的浓度推荐在22.5 to 30 g/L 。在低电流密度区为获得最佳光亮度,硫酸锡的浓度推荐在15 g/L。
所需试剂:
1N氢氧化钠标准液:称取氢氧化钠45g,加水溶解至1L。
甲基红指示剂:0.5 g甲基红加20ml酒精溶解,再加水至100ml
注意:不能使用酒精---因为使用了甲基红色指示剂
步骤 :
1 取 5ml镀液放入250 ml 的锥性烧瓶中
2 加水50ml,加入5滴甲基红色指示剂
3 滴定1.0 N氢氧化钠溶液直到颜色由红变黄
计算:
(滴定氢氧化钠ml) x (氢氧化钠当量浓度) x 9.8 = 硫酸的含量 ml/L
补充 :
保持硫酸的浓度在100 ml/L. 硫酸浓度过低会导致低密度光亮度降低。
废品处理 :
镀液包含锡金属和硫酸盐,是酸性液体。在处理镀液前必须中和到PH值7.5到8.0。
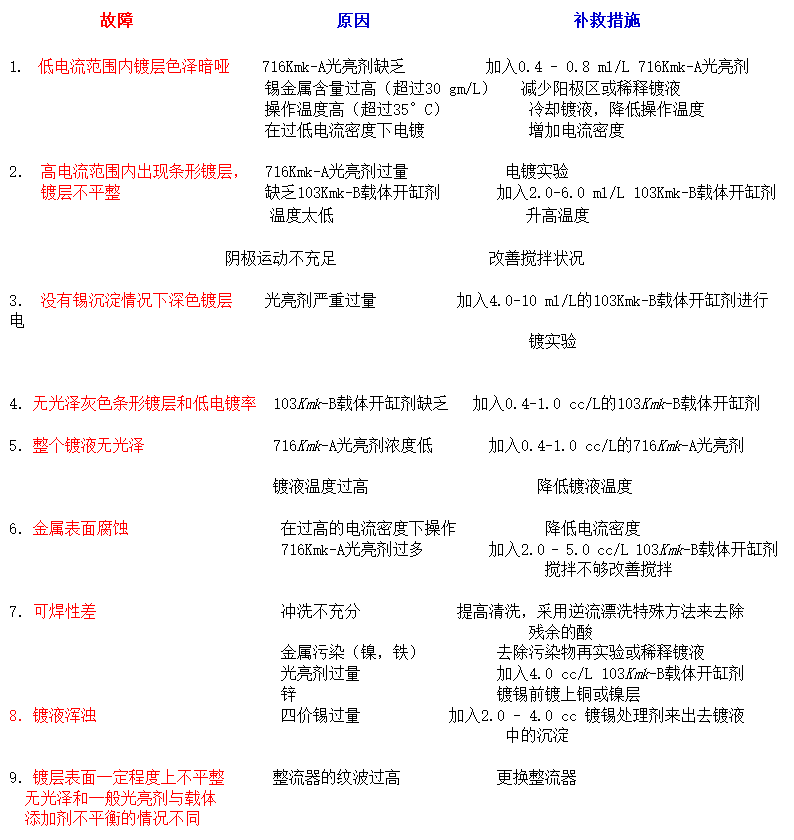
七、故障排除
注意 : 危险!镀液含有硫酸
危险 :镀液中含有硫酸,会导致严重的皮肤和眼睛烧伤。其中的载体添加剂和光亮剂可能导致皮肤发炎或眼睛灼伤。吸入镀液的水汽或蒸汽有可能导致肺部刺痛或损伤。
急救 : 如果皮肤或眼睛结束了103Kmk-B载体开缸剂,716Kmk-A光亮剂或镀液,用干净的冷水冲洗15分钟,如果伤到眼睛,必须立刻去医院就诊。脱去受污染的衣服和鞋子,在下次穿着前必须清洗。
操作提示: 在配制或添加溶液时,必须小心操作。不要接触眼睛、皮肤或者衣物。避免吸入水汽或蒸汽。在处理103Kmk-B载体开缸剂,716Kmk-A光亮剂或镀液是必须穿着防护服,带化学防护眼睛,口罩,防护面具和橡胶手套。推荐使用通风设备来排除配制和操作时产生的水和气。
Copyright © 2002-2020 余姚市凯美克金属有限公司 版权所有 备案号:浙ICP备20020024号-1 技术支持:华企立方
0574-22176077